Frequently
Asked Questions
What information is required to specify a Keller Pump/Skimmer?
There are four pieces of information required to specify a Keller Unit:
- The number of machines to be serviced
- The size of the sumps – Over or under about 100 gallons is really the key point
- The materials being cut
- The coolant being used
With answers to these four questions, you can specify the right Keller unit from the information on the product web pages, or call a Keller representative at 800-352-8422 for a recommendation on your specific requirements, based on our experience with thousands of units in service.For most standard applications, probably more than 90% of applications, you can focus on these units:
- TKO-6, TKO-10, TKO-14 – General purpose units for single sumps
- Model #315 – Portable unit for 10+ sumps, about 100 gallon sumps or smaller
- Model #457 – Portable unit for large sumps, and/or when a heavy concentation of solids or oil is expected.
Click for complete information and prices on Keller Pump/Skimmer Units:
What is the comparison between dedicated units and portable units?
If you wish to service more than four machine sumps, the cost per sump is typically lower for a portable unit. For example, if you purchase a portable unit for $3000 and service 10 machines, the cost per machine is $300, compared to $795 for the least expensive dedicated unit. The downside to a portable unit is that it is less convenient than having one unit for each machine. Moving a portable unit to a new sump requires only a few minutes, but the labor must be available to do it.
The advantage of a dedicated system is that you are certain the coolant in the machine is clean at all times. The coolant is being cleaned continuously, and no one is required to move the separator. A high percentage of shops with more than 10 sumps do employ dedicated units, even though the initial cost is higher than for a portable unit. Running with clean coolant at all times for a one-time cost of only about $800 per sump can make your several hundred thousand dollar machine tool operate more efficiently.
Either a portable or dedicated unit will quickly pay for itself by multiplying coolant life, thus saving coolant purchase and disposal costs, and greatly reducing machine downtime and labor for coolant changes. In addition, a 10% increase in tool life, typical with continuously cleaned coolant, will alone quickly justify the cost of the Keller coolant cleaner. In fact, we calculate that the cost of a Keller Pump/Skimmer will be paid off in 4 months or less!
Can a Keller unit remove emulsified oil from the coolant?
Any oil present as a stable emulsion in the coolant will pass through the Keller system. (Incidentally, a Keller system will not separate the coolant from water or change the composition of the coolant.) Even the efficient coalescer in the Keller unit can only accelerate the rate of separation of the oil. However, zero multiplied by ten is still zero. The oil and coolant must separate on their own in a reasonable period of time for a coalescer to work effectively.
To determine the ability of the coolant to reject oil, take a sample of the coolant in a clear container––for example, a plastic water bottle––and let it sit. A good coolant will reject oil as a layer on top of the sample in a matter of minutes. If the sample sits for three days and nothing happens, then the odds are that you will not be satisfied with any coalescer. A coalescer cannot be used to “reclaim” coolant which has been in the sump without treatment too long and has completely lost its ability to reject oil.
How long will coolant last in a machine if properly maintained?
Typically a good coolant properly maintained should last a year in the sump and still be in good shape. It is important to start with a coolant that rejects tramp oil well. The better a coolant rejects oil, the cleaner you can keep it, and the longer you can run it.
Why does Keller use only 1/2" air-operated diaphragm pumps on oil separators?
We have supplied pump/skimmers for many years, and we have units in service in thousands of shops. Based on this extensive experience, we have found that electric pumps (see below) and air-operated pumps smaller than 1/2” inlet/outlet ports are much less reliable than the more costly 1/2” air-operated pumps which we use exclusively.
The 1/2” air pumps are self-priming, can lift 10 feet vertically, and can be dead-ended or run dry without damage. If the filter plugs and the operator does not change it, the pump simply stops. The pumps are virtually indestructible. Since the pump is the only moving part in the system, a rugged pump ensures trouble-free operation for the customer, and peace of mind for Keller.
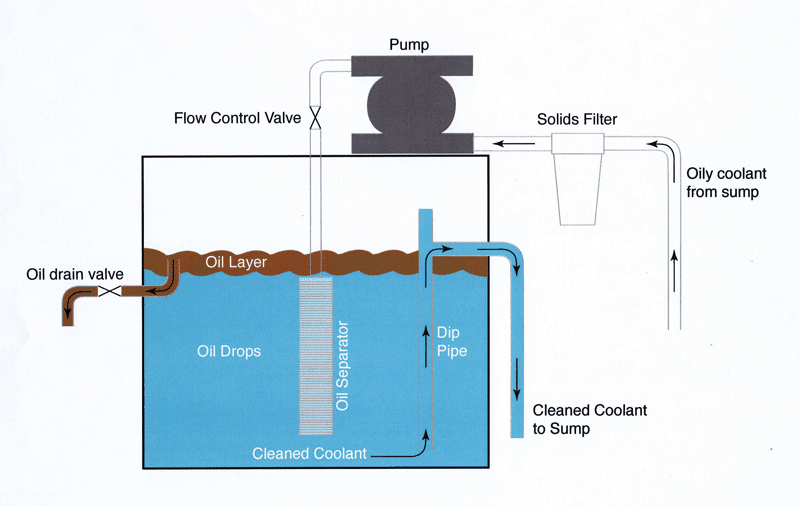
How do the Patented Keller Units Work?
- The self-priming air operated pump pulls the top inch of fluid from the sump through the floating inlet device. This includes tramp oil and coolant.
- The oil/coolant mixture then flows through a solids filter, which removes any chips from the solution prior to entering the pump.
- The solution enters the pump, and is discharged through the Keller patented oil separation package. This package is comprised of precisely grooved plastic discs arranged in a stack. Oil is attracted to plastic, and the disc configuration provides tremendous surface area in a very compact design. The oil coalesces and separates off of the discs and collects at the top of the separator tank.
- Cleaned coolant flows up the dip pipe back to the machine sump.
- The oil layer collects on the top of the separator tank and is occasionally drained into a waste oil container, simply by opening the oil drain valve.
What are the disadvantages of a belt or disk skimmer compared to a Keller pump/skimmer?
- Skimmers do not filter out solids.
- Skimmers do not aerate the coolant.
- Skimmers remove alot of coolant along with a small amount of tramp oil, adding significantly to the waste charges.
- Skimmers are not particularly rugged and are susceptible to damage by solids pulled up with the oil and coolant.
- Skimmers do not draw oil from remote areas of the sump.
- Skimmers can operate only when the machine tool is idle.
- Skimmer waste buckets frequently overflow, creating safety and housekeeping issues.